Как сделать приставка к болгарке для ровного реза
При работе с листовым металлом часто приходится от большого листа отрезать несколько полос одинаковой ширины. Обычно это делается путем разметки и последующего отрезания каждой полосы. Значительно ускорить этот процесс и повысить размерную точность ширины отрезаемых элементов, позволит предлагаемое приспособление. Высокая точность «геометрии» каждой полосы достигается путем установки на приставке одного, жестко зафиксированного размера.
Материалы и инструменты
Для изготовления приставки понадобятся:
- лист стали марки Ст.3, толщиной 3 мм;
- узкий лист стали такой же марки, толщиной 5 мм;
- стальной пруток, диаметром 14 мм;
- две гайки М12;
- электроды для сварки (3 мм);
- сварочный стол или верстак;
- тиски;
- болгарка» с диском по стали;
- струбцина;
- сварочный аппарат;
- масленка с маслом для смазки сверла;
- сверлильный станок или дрель со сверлом 6 мм.
Качественные и долговечные сверла на АлиЭкспресс со скидкой — http://alii.pub/5zwmxz
Можно применить сталь толщиной 4 мм., но тогда приставка получится тяжелой, а применение меньшей толщины не придаст устройству необходимой жёсткости.
Размеры листа определяются размером УШМ, под которую создается приспособление.
Длина опорной плиты приставки должна быть равна длине «болгарки», плюс по 15 см., с каждой стороны.
Описание процесса изготовления приставки к УШМ
Подготавливаем опорную плиту приставки. Хорошо закрепив большой лист стали на верстаке, вырезаем из него «болгаркой», меньший лист, по размерам, выбранным для создания плиты. Обрабатываем плиту шлифовальным кругом.

Разделив плиту по ширине на три части, на двух частях из них, размечаем прорези для будущей упорной полосы. Отступив от края плиты 5 см., намечаем керном, одно из четырех отверстий. Снимаем размер, равный расстоянию от боковой грани плиты до накерненной точки. Такой же размер откладываем на границе второй трети ширины плиты, и накерниваем вторую точку. Аналогично поступаем со второй стороны плиты.

Сверлим намеченные отверстия. Линиями, поперечными длине приставки, соединяем оба отверстия так, чтобы получилась разметка прорезей с закругленными краями. По проведенным линиям прорезаем металл «болгаркой». Зажав плиту в тиски, полученные прорези дорабатываем плоским напильником.
Расточив на станке гайки М12 или подобрав подходящие втулки, делаем опорные стойки шарнира рабочей плиты приставки. По полученному внутреннему диаметру гаек, на этом же станке, вытачиваем вал шарнира, который будет поворачиваться в этих гайках.
Установив вал с гайками на край оставшейся 13 плиты, привариваем гайки к плите, так, чтобы вал шарнира был перпендикулярен её длинной стороне.
Отрезаем от узкого листа стали, отрезок, длина которого равна расстоянию от вала шарнира до центра плиты. Отступив от одного края, с узкой стороны, 3 см., по центральной оси вдоль отрезка, намечаем и сверлим отверстие. Диаметр отверстия должен соответствовать размеру болта, которым к УШМ крепится боковая рукоятка. Краем, противоположным отверстию, привариваем рабочую плиту к валу шарнира.
Отрезаем от узкого листа стали, еще один отрезок, длина которого должна позволить изготовить боковую консоль для крепления УШМ к противоположному отверстию на её корпусе. Для этого, полученный отрезок делим на две части. Отступив от края одного из них, размечаем и сверлим отверстие, аналогичное тому, которое было сделано на рабочей плите. Отрезок с отверстием, присоединяем к УШМ так, чтобы он был перпендикулярен «болгарке» и выступал за его пределы на 10-11 см, со стороны, противоположной прорезям на несущей плите. Второй отрезок прикладываем одним концом к рабочей плите, а вторым – к выступающему торцу первого отрезка. «Прихватываем» все стыки несколькими точками сварки и убираем УШМ. После чего хорошо провариваем все соединения.
Снова установив «болгарку» с новым, кругом, в изготовленное крепление, опускаем круг на несущую плиту. По размерам круга «болгарки», размечаем рабочий паз приставки. Убираем УШМ, прорезаем и обрабатываем края рабочего паза. Ширина рабочего паза должна составлять не менее трёх толщин нового отрезного круга, а его длина должна превышать диаметр круга не менее, чем на 30%.
От узкого листа стали, отрезаем упорную полосу, длина которой равна длине несущей плиты. Ширина полосы должна соответствовать размеру, равному диаметру используемых болтов, умноженному на 3. Вдоль полосы размечаем ось середины и приложив её к несущей плите, размечаем крепежные отверстия. В отверстия полосы устанавливаем болты, головкой вниз, и вставляем их выступающие части в прорези на несущей плите. Сверху плиты, на болты устанавливаем шайбы, и накручиваем гайки-«барашки».
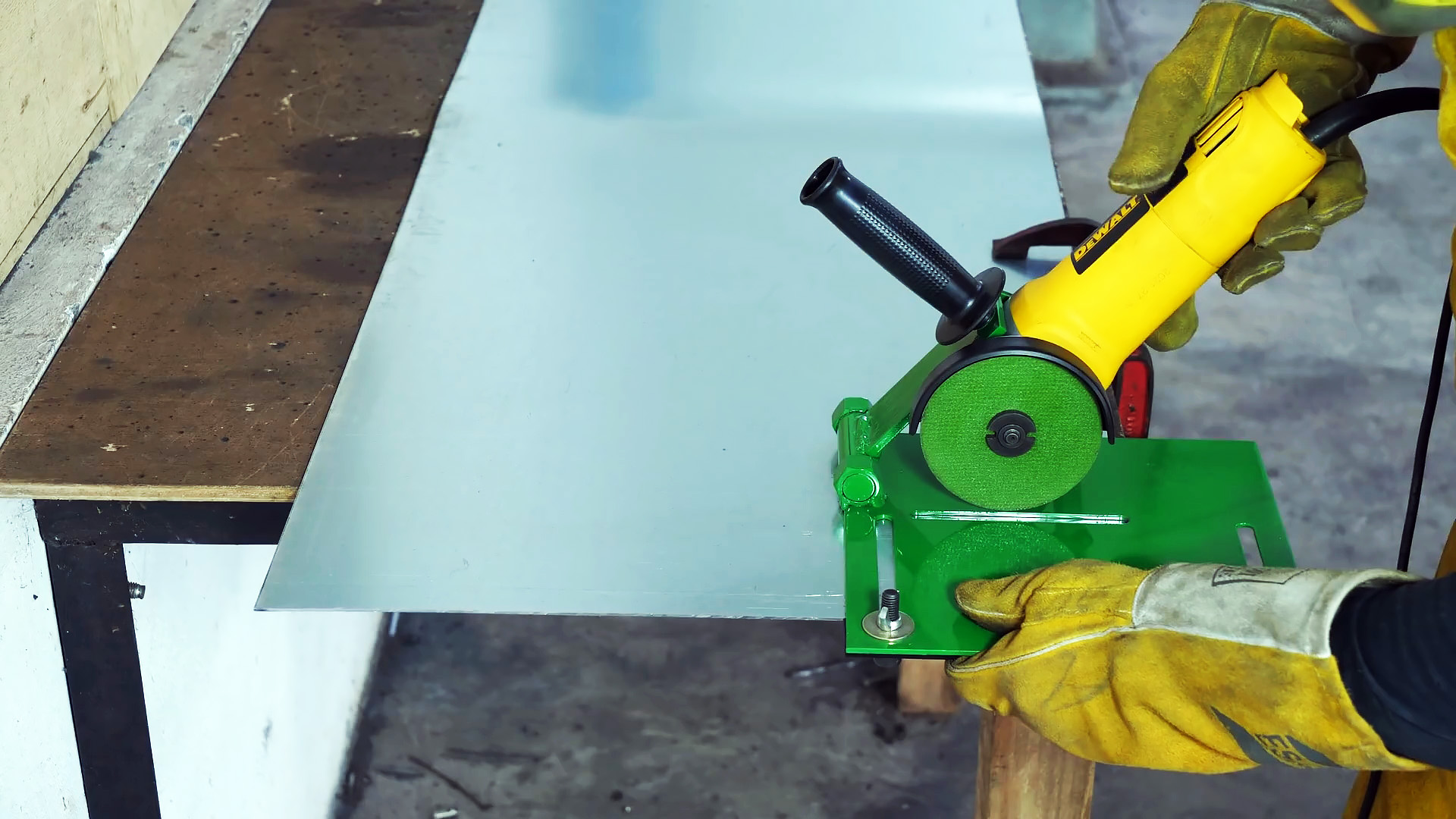
Устанавливаем на приставку УШМ, выставляем упорной полосой выбранный размер листа металла, который нужно отрезать и закрепив его «барашками», делаем пробный рез. В случае возникновения недостатков, устраняем их и, убрав «барашки», окрашиваем приставку.
Долговечные диски для УШМ на АлиЭкспресс со скидкой — http://alii.pub/61bjly